
Zaklepni sklopi tipa Z7C

Priprava pred priključitvijo
1. Mere gredi in luknje sklopke je treba preskusiti z uporabo meril, določenih v GB1957-81 »Predpisi o mejah gladkosti«, ali v skladu z metodami, določenimi v GB3177-82 »Pregled gladkih dimenzij obdelovanca«.
2. Kombinirana površina mora biti brez umazanije, korozije in poškodb.
3. Enakomerno nanesite plast mazalnega olja (ki ne vsebuje dodatkov molibdenovega sulfida) na čisto površino ekspanzijske tulke in kombinirano površino veznega dela.
Namestitev ekspanzijskega tulca
1. Priključeni del potisnite na gred, tako da doseže položaj, določen v načrtu.
2. Gladko vstavite ekspanzijsko pušo ohlapnega vijaka v povezovalno luknjo, da preprečite naklon sklopke, in nato privijte vijak v skladu z metodo, navedeno v privijanju vijaka.
Vijačna metoda
1. Vijake raztezne tulke je treba enakomerno zategniti z uporabo momentnega ključa v diagonalni in prečni smeri.
2. Zategnite navor posameznega vijaka v skladu z navedeno vrednostjo ekspanzijske tulke vsakega tipa.
3. Odstranite vrzel, preden privijete vijak, in privijte vijak v skladu s postopkom.
4. Postopek privijanja vijakov je naslednji:
a. Po odstranitvi vrzeli zategnite z vrednostjo 1/3MA;
b. Zategnite z vrednostjo 1/2MA;
c. Zategnite z vrednostjo MA;
d. Uporabite MA, da preverite vse vijake.
Odstranitev ekspanzijske tulke
1. Odvijte vse vijake, vendar ne odstranite vseh vijakov.
2. Odstranite izmetalni pocinkan vijak, privijte izmetalni vijak v pomožno luknjo za vijak sprednjega tlačnega obroča, nežno potrkajte po razširjenem prenosnem elementu, da zrahljate raztezni obroč, in nato izvlecite raztezni tulec.
3. Različne vrste ekspanzijskega tulca, metode razstavljanja so prav tako različne, morajo v celoti razumeti njegove značilnosti in nato preizkusiti razstavljanje, da preprečijo poškodbe navoja za izmet.
4. Ko odstranjujete ekspanzijsko pušo Z1, najprej zrahljajte vijak tlačne plošče in nato nežno udarite po razširjenem delu prenosa, da zrahljate ekspanzijski obroč, ki ga je mogoče odstraniti.
obramba
1. Po namestitvi nanesite plast masti proti rjavenju na izpostavljeno čelno stran ekspanzijske tulke in glavo vijaka.
2. Pri delovanju na prostem ali v slabem delovnem okolju stroja je treba izpostavljeno končno stran ekspanzijske puše redno nanašati z mastjo proti rjavenju.
3. Za ekspanzijske tulke, ki morajo delovati v korozivnih medijih, je treba uporabiti posebno zaščito (kot je pokrivna plošča), da preprečite korozijo ekspanzijskih tulk.
| Osnovna velikost | Nazivna obremenitev | Teža | |||
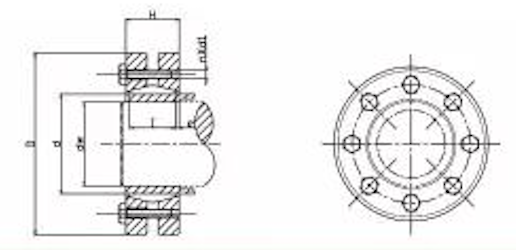
| d | D | dw | Aksialna sila Ft | Navor Mt | mas |
| Osnovne dimenzije (mm) | kN | kN-m | kg | ||
| 200 | 350 | 145 | 1291 | 93 | 50 |
| 150 | 1353 | 101.5 | |||
| 155 | 1409 | 109.2 | |||
| 160 | 1625 | 130 | |||
| 220 | 370 | 165 | 1703 | 140.5 | 65 |
| 170 | 1776 | 151 | |||
| 170 | 1835 | 156 | |||
| 240 | 405 | 180 | 1994 | 179.5 | 87 |
| 190 | 2137 | 203 | |||
| 190 | 2242 | 213 | |||
| 260 | 430 | 200 | 2390 | 239 | 100 |
| 210 | 2542 | 265 | |||
| 210 | 2686 | 282 | |||
| 280 | 460 | 220 | 2900 | 319 | 132 |
| 230 | 3087 | 355 | |||
| 230 | 2965 | 341 | |||
| 300 | 485 | 240 | 3175 | 381 | 140 |
| 245 | 3273 | 401 | |||
| 320 | 520 | 240 | 3317 | 398 | 165 |
| 250 | 3536 | 442 | |||
| 260 | 3738 | 486 | |||
| 340 | 570 | 250 | 4080 | 510 | 240
|
| 260 | 4307 | 560 | |||
| 270 | 4519 | 610 | |||
| 360
| 590
| 280 | 4707 | 659 | 250
|
| 290 | 4931 | 715 | |||
| 295 | 5044 | 744 | |||
| 390
| 660
| 300 | 5733 | 860 | 350
|
| 310 | 5903 | 915 | |||
| 320 | 6063 | 970 | |||
| 420
| 690
| 330 | 6182 | 1020 | 410
|
| 340 | 6470 | 1100 | |||
| 350 | 6743 | 1180 | |||
| 460
| 770
| 360 | 7222 | 1300 | 540
|
| 370 | 7514 | 1390 | |||
| 380 | 7789 | 1480 | |||
| 500 | 850 | 400 | 9400 | 1880 | 750 |
| 410 | 9659 | 1980 | |||
| 420 | 9905 | 2080 | |||





